
Компоненты трубопрокатного стана для электромагнитной системы управления
Подробная информация о продукте Функция В области промышленной сварки нержавеющей стали для получения высококачественно
Описание
Базовая информация.
| Модель №. | СГВХ |
| Тип охлаждения | Водяное охлаждение |
| Время выполнения | 30-40 дней |
| Диапазон наружного диаметра | 6-325 мм |
| Тип сварки | ТИГ, Лазер |
| Толщина | 0,38,0-10,0 мм |
| Применяемый материал | Углеродистая сталь, двухфазная сталь и нержавеющая сталь |
| Область применения | Прецизионные промышленные трубы |
| Транспортный пакет | Водонепроницаемая пленка и поддоны |
| Товарный знак | СЛЕДУЮЩИЙ |
| Источник | Китай |
| Код ТН ВЭД | 8514400090 |
| Производственная мощность | 20 комплектов в год |
Описание продукта
информация о продукте| Нет. | Имя | Q'ty | Единица |
| 1 | Электромагнитный контроллер | 1 | набор |
| 2 | Электромагнитная катушка | 1 | кусок |
| 3 | Сиденье с водяным охлаждением | 1 | кусок |
| 4 | Магнитный башмак | 1 | набор |
| 5 | Сварочная горелка | 1 | кусок |
Функция
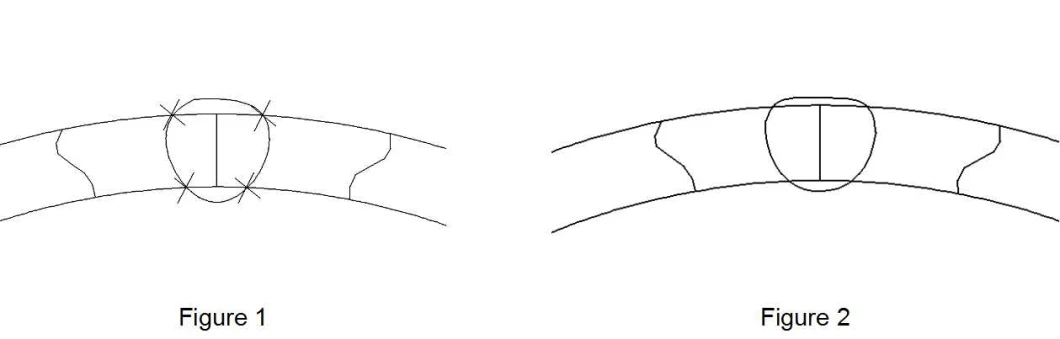
В области промышленной сварки нержавеющей стали для получения высококачественного сварного шва. Будет использоваться процесс аргонодуговой сварки (TIG). Когда процесс сварки выполняется автоматически, по мере увеличения скорости сварки дуга будет тянуться, и чем выше скорость, тем более очевидным будет проплавление, что повлияет на качество сварки. Как показано на рисунке 1, на обеих сторонах возникают проблемы с подрезами. по бокам и внутри сварного шва, а внутри и снаружи сварного шва возникает проблема «горбов». Если проблема с подрезом не является гладкой, особенно для промышленных сварных труб и санитарно-технических труб, это приведет к образованию остаточной жидкости и коррозии стальной трубы. Это также вызывает появление точек коррозии под напряжением. Поэтому в области промышленных сварных труб для получения качественных сварных швов необходимо снижать скорость сварки и обеспечивать качество сварки. Для решения этой проблемы наша компания разработала стабилизатор дуги дуговой сварки, дуга не будет раскачиваться ни назад, ни влево-вправо, проблема подреза и «горба» не возникнет (как показано на рисунке 2). Это не только повышает эффективность производства, но и гарантирует качество. Увеличение скорости на 20-30% было проверено на реальном производстве. В реальных условиях электромагнитную силу можно регулировать для адаптации к различным сварочным токам и скоростям.




Наш контакт
Отправить сейчас




