

Прокатный стан непрерывной разливки алюминиевых листов Стан горячей прокатки CCM Стан холодной прокатки Машина непрерывного литья заготовок
Описание
Базовая информация.
| Модель №. | СКК |
| Основные компоненты | ПЛК, двигатель, подшипник, коробка передач, мотор |
| Ключевые моменты продажи | Высокая производительность |
| Тип маркетинга | Обычный продукт |
| Алюминиевый сплав | Серия 1000 Серия 3000 Серия 8000 |
| Номинальная толщина полосы | 6 мм |
| Власть | 400кВт |
| Напряжение | 220/380/415/420/440В |
| Длина рулона (мм) | 1450 |
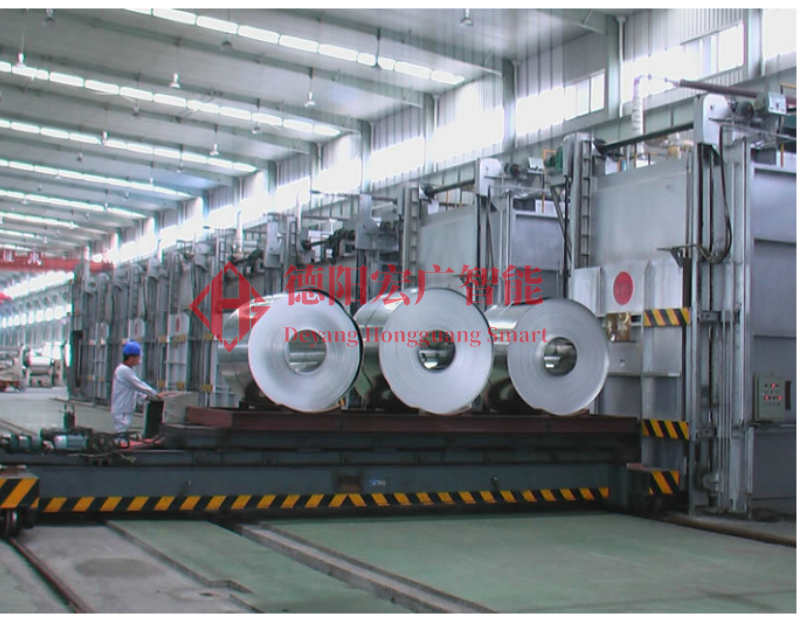
| Тип аппарата | Стан горячей прокатки |
| Диаметр рулона (мм) | 730 |
| Гарантия на основные компоненты | 1 год |
| Давление циркулирующей охлаждающей воды | 0,3-0,5 МПа |
| наименование товара | Стан для литья и прокатки алюминиевых пластин |
| Транспортный пакет | Деревянная упаковка |
| Товарный знак | Хунгуан |
| Источник | Сычуань, Китай |
| Производственная мощность | 10 комплектов/комплектов в год |
Описание продукта
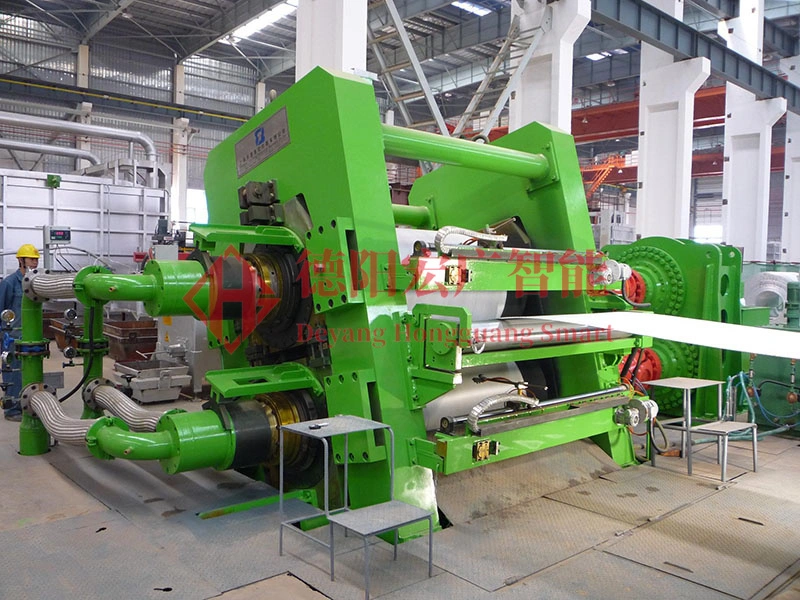
Описания продукцииЛиния прокатки непрерывного литья алюминиевых листов
Литейно-прокатная машина представляет собой литейный валок, который принимает расплавленный алюминий, очищенный в статической печи, проходит через устье статической печи Þ устройство автоматического контроля уровня жидкости Þ коробку дегазации для дальнейшего рафинирования Þ фильтры Þ горловину передней коробки Þ вращается противоположно и имеет циркулирующую охлаждающую воду внутри, так что расплавленный алюминий кристаллизуется и обеспечивает определенную скорость деформации, чтобы реализовать литье и прокатку алюминия и алюминиевых сплавов из расплавленного жидкого металла в литые прокатные пластины толщиной 6-10 мм и после резки. и намотка, процесс формирования литых рулонов и полос. Через сопло литейной насадки расплавленный алюминий впрыскивается на валок, охлаждаемый охлаждающей водой, и расплавленный алюминий распределяется по ширине поверхности валка. В это время металл находится в зазоре между валками немного впереди центральной линии валка, так что жидкий металл охлаждается и затвердевает за короткий период времени, и весь процесс кристаллизации отливки завершается, а затем его горячекатаный с получением литой полосы. В этом процессе большое количество тепловой энергии расплавленной алюминиевой жидкости быстро отводится валком.



Пред: Стан холодной прокатки с управлением от ПЛК Siemens
Следующий: Компоненты трубопрокатного стана для электромагнитной системы управления
Наш контакт




